营业所介绍
一家认为人与自然和谐的公司 创造一个美丽的世界
一家认为人与自然和谐的公司 创造一个美丽的世界



营业所介绍PO, Galvanized Pipe
查看地图点击OO按钮,即可确认整个过程。
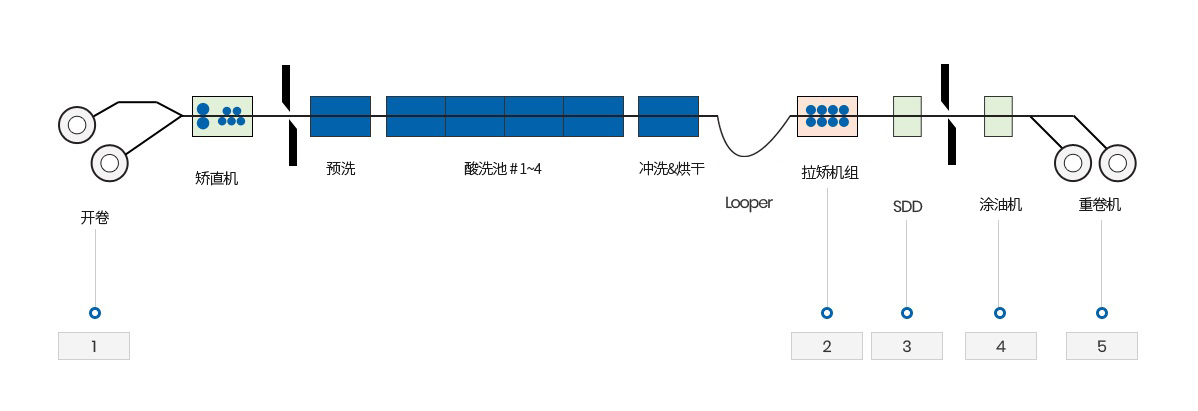
对钢卷做一定的拉伸,同时开卷的设备
观看视频部分矫正头部的形状并将钢卷向出口 方向推动的设备
通过水清洗材料表面异物的区间
使钢卷浸泡在盐酸池中,去除材料表面杂质的区间
用水清洗通过盐酸池的钢卷表面 残留的盐酸的区间
按卷重分卷切割时,为了防止盐酸、冲洗区的停滞而存在的多余空间
通过卷取机和活套张紧辊之间的拉伸、拉矫机组上下部辊的间隙调整来矫正浪型的设备
观看视频通过产品的前面/内部传感器扫描以检测出表面缺 陷并保存的装置
观看视频通过静电涂油的方式,将客户要求的量的防锈油涂 在产品表面的装置
观看视频将经过picking、oiling的产品按照一定的 tension绕起的装置
观看视频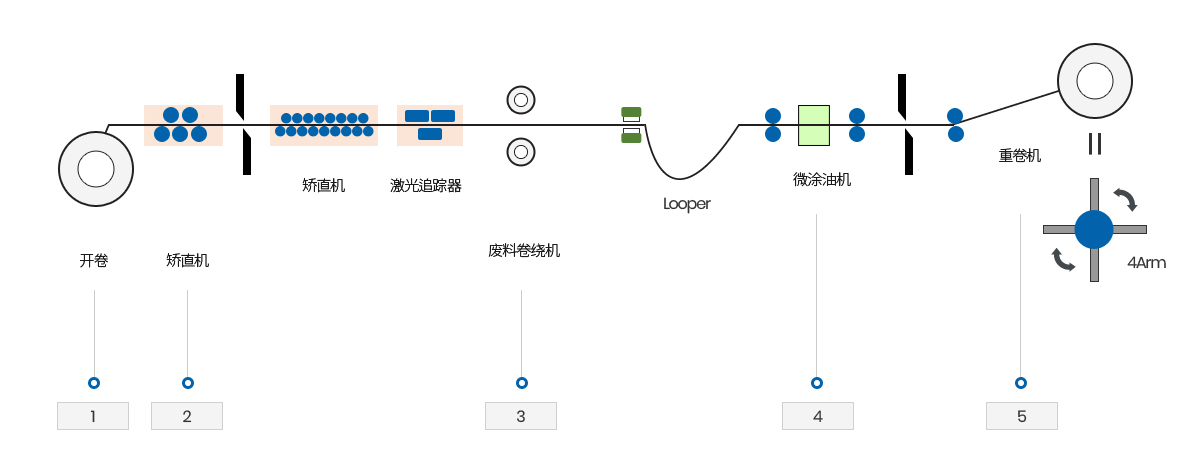
给予钢卷一定的张力的设备,开卷的设备
观看视频部分矫正头部的形状并将钢卷向出口方向 推动的设备
观看视频通过卷取机和活套张紧辊之间的拉伸、拉矫机组上下部辊的间隙调整来矫 正浪型的设备
利用激光测量形状后,通过反馈控制进行宽度方向 和长度方向的在线形状矫正
组装切刀和垫片的自动控制系统
观看视频组装切刀和垫片的自动控制系统
纵切分条时,边部多余的废料卷绕装置
考虑切断材料时发生的宽度方向的长度 差异、为了顺利地卷起而存在的空间,入口/出口产生速度差异时,抵消速度差异的空间
通过静电涂油的方式,按照客户要求的量,将防锈油涂在产品表面的装置
切条后或矫直后的产品卷取起来的装置
观看视频可以使用伤口产品并存放一段时间的设备
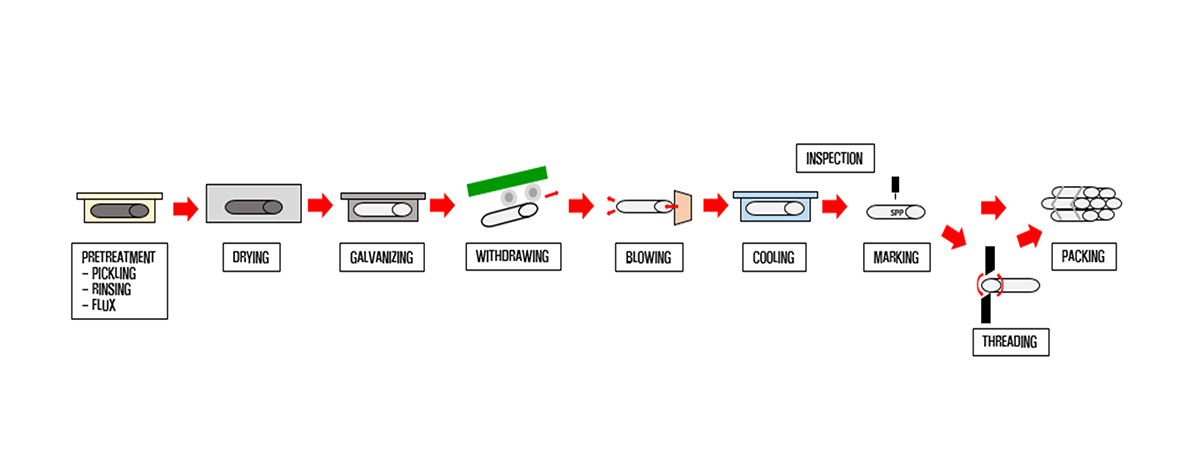
用硫酸清除钢材表面Scale和Rust的工序
酸洗后清洗钢材上残留酸基和铁盐的工序
使用溶剂促进镀锌反应的工序,该溶剂可防止Scale等异物生成,并对其进行溶解或使其消失
预处理后升至适当温度,清除钢材上的水分并进行预热的工序
将钢材浸入锌熔池中,通过铁锌合金反应形成致密坚固保护
膜的工序
进行镀锌反应后,根据合适的Cycle time,通过磁力Roll将管子吊起来的过程
使用空气和蒸汽,保持管子内外表面清洁度和均匀性的工序
风冷和保持适当温度的水冷工序
肉眼检查所生产的镀锌管后,标记规格及产品编号的工序
沿着管子的外围,切削螺旋槽的工序
通过肉眼和设备检查镀锌管外观、表面异物及直线度等的工序
将镀锌管整齐堆叠成六边形后,用Steel band捆扎成捆的工序